Tyre Derived Fuel System Project
Client: Golden Bay Cement
Golden Bay Cement (GBC) contracted Culham Engineering to install a Tyre Derived Fuel System (TDFS) to be integrated with the existing Preheater and Calciner system.
This multi-discipline project was to modify the existing structure in a live operating plant to accept and supply the new End of life tyre burner reactor
The TDFS is a government sponsored initiative to utilise end of life tyres as a fuel to create the heat for the kiln and as a source of iron for the iron oxide component of cement reducing the carbon footprint of the plant. The objective is to provide a sustainable solution for the disposal of 15,000 tonnes of end-of-life tyres per year while reducing fossil fuel consumption and CO2 emissions from the plant.
Culham Engineering worked with the GBC and Engineers from the onset to design and detail 120 tonnes of structural steel to suit the new tower configuration required to accept the Hotdisc reactor and associated equipment. Following fabrication, this work was all installed in and around a fully operating plant, offering unique outside of the box installation challenges.
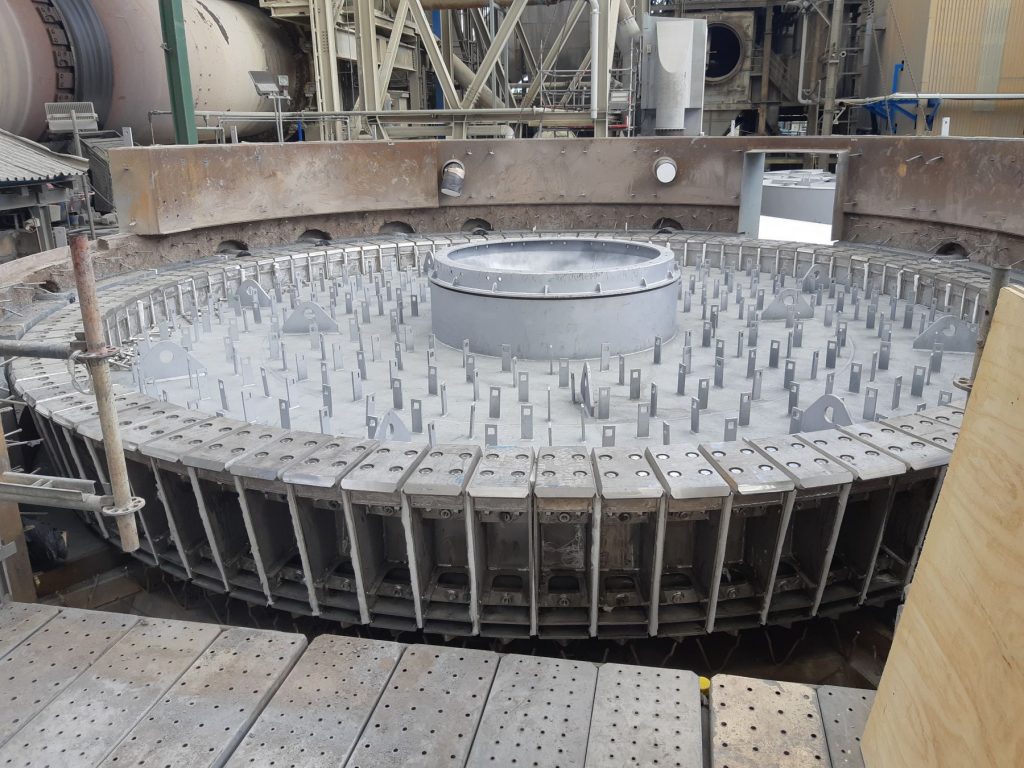
The Hotdisc was the Swiss watch scope of the project, which Culham Engineering was tasked to detail, fabricate, and install this 52-tonne rotating Hotdisc. This was a complex piece of equipment demanding high quality workmanship and fine tolerances. There was a number of supplied components from all over the world that had to be incorporated into the design. A highlight of this project included the fabrication and machining of two 2 tonne, 4m diameter bearing support rings to support the 10-tonne, 6.5m diameter rotating disc.
This reactor was originally designed to be supplied in over 20 sections and assembled on site, but through careful planning and execution we were able to condense this down to 4 main modules, some up to 7.2m wide, and transported to the Portland site from our workshop, offering a considerable saving on site installation and manpower.
Culham Engineering fabricated and supplied a further 60 tonne of various hoppers, large diameter ducting and chutes that were required to tie in the new Hotdisc reactor to the existing manufacturing process. Sitework included the final installation and tie into the existing manufacturing process of a 3.5m x 13m, 40 tonne refractory lined kiln riser module, fabricated in the workshop and delivery to Portland site. This was completed in tight timeframes during a full plant shutdown running 24 hr a day.